Интернет журнал о промышленности и технологиях


Гибочный станок для профильной трубы: трубогибы с ручным и электрическим приводом
Опубликовано: 06.09.2018
 Гибочный станок для профильной трубы относится к категории достаточно редкого оборудования. Как правило, такой техникой владеют лишь профессионалы. Ну а домашние мастера предпочитают обустраивать «повороты» труб с помощью угловых муфт или сварных соединений. Между тем, использование гибочного станка сулит немалую выгоду любому специалисту по трубопроводам или металлоконструкциям. Ведь муфты очень дороги, а сварные швы отнимают массу времени. Да и герметичность резьбовых или сварных соединений, при некоторых условиях, может быть сомнительной.
Гибочный станок для профильной трубы относится к категории достаточно редкого оборудования. Как правило, такой техникой владеют лишь профессионалы. Ну а домашние мастера предпочитают обустраивать «повороты» труб с помощью угловых муфт или сварных соединений. Между тем, использование гибочного станка сулит немалую выгоду любому специалисту по трубопроводам или металлоконструкциям. Ведь муфты очень дороги, а сварные швы отнимают массу времени. Да и герметичность резьбовых или сварных соединений, при некоторых условиях, может быть сомнительной.
Поэтому станок для загиба должен быть в арсенале любого мастера. Тем более что стоимость трубогибов для профильной трубы далеко не заоблачная (от 9 000 за обычный гидравлический ручной агрегат). Сварочный аппарат обойдется дороже. И если вы заинтересовались подобным оборудованием, то давайте познакомимся с этим станком поближе.
↑В начале немного отвлечемся от темы и обратим внимание на предмет приложения усилий нашего станка – профилированную трубу. Этот вид проката используется для сборки металлоконструкций: арок, теплиц, козырьков, навесов, пергол и прочего. В трубопроводах профилированные трубы почти не используются. Хотя прецеденты такие случаются.
Исходя из потребностей сборщика, профилированная труба имеет либо квадратную, либо  прямоугольную форму. Последний вариант будет предпочтительнее ввиду лучшей жесткости конструкции и большей площади граней. Ну, а квадратная труба удерживает нагрузку даже лучше круглого варианта, причем в любой плоскости.
прямоугольную форму. Последний вариант будет предпочтительнее ввиду лучшей жесткости конструкции и большей площади граней. Ну, а квадратная труба удерживает нагрузку даже лучше круглого варианта, причем в любой плоскости.
Нестандартное сечение затрудняет процесс сгибания прямолинейной трубы в дугу или арку. А особые требования к экстерьеру металлоконструкции вынуждают проводить процесс подобного деформирования очень осторожно. Поэтому безукоризненный поворот такого изделия может выполнить только особый станок для загиба профильной трубы.
В противном случае, на поверхности деформируемых граней появятся трещины, складки и микроскопические разрывы.
↑Станок обеспечивает не только идеальный загиб на заданный угол, но и гарантирует отсутствие дефектов в гранях трубы. Альтернативой этого способа загиба труб является только «горячая» деформация. Но о точности в этом случае можно забыть.
 Станок гибочный для профильной трубы в классическом варианте конструкции, состоит из следующих деталей:
Станок гибочный для профильной трубы в классическом варианте конструкции, состоит из следующих деталей:
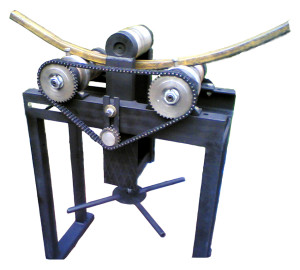
Схема работы загибочного станка выглядит следующим образом. Трубу размещают между двумя подающими вальцами. Вращением струбцины к загибаемой грани трубы подводят деформирующий валок, который вдавливается в поверхность с нужным усилием. Включив подающий механизм станка, осуществляют перемещение трубы сквозь зону деформации.
В итоге, профиль, перемещающийся между подающими вальцами, входит в контакт с деформирующим валком и отклоняется от изначально прямолинейной формы. Причем от способа реализации подающего механизма зависит и производительность, и тип загибочных станков, которые разделяются на ручные и электрифицированные.
↑Ручной трубогиб работает от ручного усилия оператора. То есть, подающий механизм такого станка  вращают вручную, как и прижимающую струбцину. Разумеется, подобный вариант реализации конструкции трубогиба не позволяет обработать большие партии труб. Но для небольших металлоконструкций – козырьков, навесов, небольших теплиц – такой трубогиб просто идеален. Да и стоимость ручного трубогиба будет существенно ниже варианта с электрическим приводом.
вращают вручную, как и прижимающую струбцину. Разумеется, подобный вариант реализации конструкции трубогиба не позволяет обработать большие партии труб. Но для небольших металлоконструкций – козырьков, навесов, небольших теплиц – такой трубогиб просто идеален. Да и стоимость ручного трубогиба будет существенно ниже варианта с электрическим приводом.
Кроме того, ручной трубогиб можно изготовить самостоятельно! Для этого нужно наварить на широкую двутавровую балку (будущая станина) П-образное основание для струбцины. В качестве струбцины можно использовать обычную шпильку с наваренным на один конец валком.
Для передачи деформирующего усилия можно использовать вваренную в верхнюю часть П-образного основания струбцины гайку, в которую заранее вкручивают шпильку. Далее, по обеим сторонам от П-образного корпуса струбцины, на двутавровую балку наваривают стаканы для подшипников, в которые поместят оси вальцов-барабанов.
На ось первого, подающего валка с одного края наваривают рукоять, а с другого – ведущую звездочку зубчатой передачи. На оси второго подающего валка закрепляют ведомую звездочку зубчатой передачи.
В качестве звездочек можно использовать детали зубчатой передачи велосипеда.
И после натяжения цепи ручной трубогиб будет готов к работе.
Ручные трубогибы используют в бытовых целях. Они помогут в создании заготовок для небольшой металлоконструкции любого типа.
↑ Трубогиб с электрическим приводом предполагает полную механизацию процесса подачи трубы в зону деформации. И этот вариант куда лучше ручного станка. Поскольку мотор может обеспечить довольно большое тяговое усилие, перемещающее трубу, что позволяет загибать трубы больших габаритов.
Трубогиб с электрическим приводом предполагает полную механизацию процесса подачи трубы в зону деформации. И этот вариант куда лучше ручного станка. Поскольку мотор может обеспечить довольно большое тяговое усилие, перемещающее трубу, что позволяет загибать трубы больших габаритов.
С конструкционной сточки зрения, электрифицированный станок отличается от ручного только наличием дополнительного механизма, транслирующего момент вращения с вала электродвигателя на оси подающих вальцов.
Кроме того, электрический привод может быть установлен и на деформирующий механизм – струбцину. В итоге, используя контролируемое усилие в механизмах подачи и деформации, можно добиться загиба трубы по более сложному профилю. Трубогибы с приводом на электромоторах можно использовать в мелкосерийном и серийном производстве заготовок для металлоконструкций.
↑Кроме механического и электрифицированного трубогиба современные станкостроители выпускают еще и загибочные станки с гидравлическим приводом. От вышеописанных вариантов этот тип станков отличается наличием гидравлического привода, передающего свое усилие на деформирующие вальцы . Проще говоря, в данном устройстве резьбовую струбцину заменяют гидравлическим прессом, расположенным в нижней части станины.
На практике такая конструкция дает возможность изогнуть трубу практически под любым углом. Ведь гидравлический пресс создает намного большее усилие в зоне изгиба, чем резьбовая струбцина. И такой вариант, без сомнения, пригодится в серьезном, промышленном производстве металлоконструкций любой формы.