Интернет журнал о промышленности и технологиях


Обзор инверторных источников
Опубликовано: 06.09.2018

-- Первые шаги
Можно купить любой сварочник в ближайшем магазине, где продавец знает не только модель, но еще и пытается втирать за характеристики. Очень важно, чтобы гарантийка была тоже недалеко.MMA По характеристикам: вес аппарата >4кг, макс. ток до 160А(этого за глаза), напряжение холостого хода(НХХ) >45В, ПВ/ПН >=60%, cos phi(реактивная мощность) >80%, КПД и так понятно. Одной крутилкой можно настраивать _только_ток, две крутилки - плюс форсаж дуги, в такие модели часто добавляют переключатель TIG/MMA(еще аргоном можно). Комплектные кабеля _можно_заменить, удлинить, поставить толще, другой электродержатель и клемму массы, лишь бы быстросъемы были подходящие. Удлинитель сечением не менее 2.5 мм2, просаженная сеть требует еще больше, и ККМ тут не вывезет.
Конструктивные особенности сварочных аппаратов
По прайсу(2018): -- до 6кРуб. - любой со сроком службы от "включил и пыхнуло"; -- от 6кРуб. до 10кРуб. - гарантия может быть длиннее, как и работоспособность; -- более 10Круб. - не, ну сделали вы забор, а аппарат так и будет стоять? MIG/MAG 2 крутилки - наиболее распространенный вариант, ими настраивают скорость подачи проволоки и напряжение. К аппарату обычно прилагают табличку(добавляют в инструкцию) с настройками. Механизм подачи проволоки - металл, не пластик, комплектный ролик обычно для сплошной проволоки 0.8 и 1.0 мм. Встроенная горелка - риск перелома при транспортировке, трудность или невозможность замены. Покупать полуавтомат следует для сварки сплошной проволокой, флюсовая самозащитная проволока гораздо дороже 2мм электродов, а по качеству шва не лучше. Возможность установки килограммовых катушек(D100) позволяет немного сэкономить при нечастой работе с медью/нержавейкой. Третья крутилка - ток в хитросделанных китайцах-комби, или индуктивность, позволяющая управлять сварочным швом. По прайсу(2018): -- до 12кРуб. - либо трансформаторный полуавтомат для самозащитки, либо маломощный инвертор; -- до 19кРуб. - возможен как первый выбор; -- более 19кРуб. - совершенству нет предела, как и цене. TIG/WIG Сварка в аргоне постоянным током возможна многими инверторами MMA, зачастую это указывается в функционале и обеспечивается переключателем. После чего цепляем на минус горелку(аргон уже подключен, да?), поджигаем чирканьем и свариваем. Так можно сталь(нержавейка тоже сталь), для цветмета лучше использовать аппараты с пульсом и переменкой. Если полуавтомат еще потерпит незачищенную, но не ржавую, поверхность, то в аргоне шов будет смотреться никак, а алюмяшку ненароком не получится сварить вовсе, поэтому надо не только зачищать, но и выбирать способ зачистки. По прайсу(2018): -- до 20кРуб. - это аппараты с пульсом или без него, с поджигом касанием или высокочастотным, с ПВ 100% на 100А и выше, то есть 3мм сталь(нержавейка тоже сталь) вполне себе можно; -- более 20кРуб. - необходимо точно определиться в функционале, прежде чем покупать. Использование интернет агрегаторов цен, наподобие Я.Маркета, да и вообще поиска в интернете и на этом форуме, позволит глубжее проникнуться вопросом и выбрать подходящую модель занедорого. -- Характеристики Для всех --Работа на просаженной сети / при пониженном напряжениии / от дешевого генератора / от пальчиковой батарейки зажигает четверку!!!!111АДИН - При работе от просаженной сети необходим инвертор с запасом по току и с заявленной производителем работоспособностью в подобных режимах и удлинитель с бОльшим, чем обычно, сечением провода. Но даже в этом случае может статься, что занижение сварочного тока (вместо логичного накручивания) лучше отразится на сварочном процессе, поскольку для каждого производителя "работоспособность" смотрится по-разному: от "зажглась лампочка" до "легко тройкой основой". --Продолжительность включения/Продолжительность нагрузки(ПВ/ПН) - процентное отношение времени работы аппарата при заданном токе до перегрева к общему времени измерения, при заданной температуре окружающей среды. Типично: 60% для 160А и 40 oC за период в 10мин это 6мин под нагрузкой и уход в защиту по перегреву. Изменяя период измерений и температуру, можно манипулировать этим параметром. --Мощность/Потребляемая мощность - указывается _максимальная_потребляемая мощность: если на свежекупленном двухсотампернике работать на 100А, потребление будет ниже(2..2.5кВт). Но не в два раза, надо учесть КПД, реактивную мощность, ток и напряжение на дуге. Также чрезмерно низкая мощность(к примеру, 4кВт для 200А MMA инвертора) показывает на несоответствие параметров аппарата. --cos phi(коэффициент реактивной мощности) - напрямую влияет на потребление аппаратом электроэнергии и загаживание питающей сети частотной составляющей. Чем ближе к единице, тем лучше, потому что косинус. --ККМ(PFC) - допа в инверторе, якобы стабилизирующая выходные характеристики при изменении напряжения питающей сети. Само название ККМ(корректор коэффициента мощности) определяет функционал - уменьшать сдвиг фаз, делая аппарат немного экономичнее. Встраивается в отдельные модели хороших инверторов, также используется для повышения цены у дешевых аппаратов. --Pulse - существуют аппараты MMA, MIG/MAG и TIG с настройкой импульсной составляющей, применение обосновывается свариваемым материалом(обычно "нержавейка" и цветмет) и оптимизацией режима сварки. В качестве примера: STT - технология от Линкольна для полуавтоматов со сложной формой импульса, пониженным разбрызгиванием и повышенной скоростью, заявляется как альтернатива аргоно-дуговой сварке. --Синергетика(SYN, SYNERGIC) - предустановки. То есть, для MMA мы выставляем не ток, форсаж и прочее, а выбираем из наличествующего в меню тип электрода, марку и толщину металла, положение сварки, тип сварного шва; для MIG/MAG - тип защитного газа, проволоку, ее толщину и проч. Принцип настройки, реализованный в полуавтомате Aurora Polo, синергетическим не является, это не боле чем взлетевшая попытка продать "любителю" полуавтомат с почти одной крутилкой. Надпись "синергетика" не обеспечивает лучший/оптимальный шов. MMA --Ток(Current) - основная функция. В дешевых моделях показомеры выдают каждый свои попугаи, некоторые анимируют лицевую часть аппарата индикацией тока(или "тока") в режиме реального времени. И о сварке тонкого металла электродами. Если на пачке написано ОТ 50А(и это ваши любимые ESAB OK 46.00 2мм), то диапазон токов 25..45А вам не нужен. Есть стыковое соединение С1 ГОСТ 5264-80, есть возможность рутилом(а окашки это рутиловые электроды) в отрыв шпарить. Форсаж дуги, позволяющий отчасти снизить тепловложение в основной металл за счет более высокого валика(это для рутила) также не всегда помогает, особенно если это фальшивый китайский форсаж. Алсо, положение крутилки с надписью "Для тонких электродов" существует лишь в аппаратах с надписью "Для ленивых начинающих профессионалов". Все индивидуально как для сварочника, так и для сварного. --Напряжение холостого хода(Uxx, НХХ) - некоторые электроды требуют повышенного напряжения для первичной ионизации, да и основу легче поджигать, поэтому 70..100В - это отлично.
--Форсаж(Arc force) - якобы альфа и омега хорошего сварочника, который может. Широко разрекламированная _дополнительная_функция, которая на деле реализуется аппаратной частью сварочного инвертора для РДС и является неотъемлемой частью его ВАХ. В большинстве же случаев крутилка с надписью "Форсаж" загинает крутопадающую ВАХ аргонника немного вверх _по_всей_рабочей_части, поэтому основой такими сварочниками работать трудно.
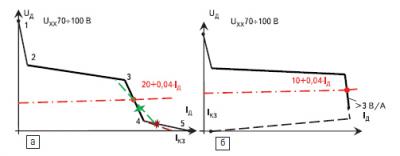
(Взято тут http://power-e.ru/2008_3_116.php)
Слева хороший, годный форсаж, он набрасывает ток при замыкании металлом дугового промежутка. Если для него вывести крутилку, то можно будет немного играть как температурой шва, так и его формой. И подстраиваться под электроды. Справа ВАХ аргонника. Фальшивый форсаж делает прямую 3-5 вместо ломаной 3-4-5, то есть делает более пологой. Поэтому рабочие области основных электродов и эмэрок с прочими "плохо горящими" если и находятся, то в области более высоких токов. --Антистик(Antistick) - предотвращение залипания электрода. Порой работает никак. Заявляется на всех поголовно дешевых аппаратах. --Горячий старт(Hot start) - кратковременный наброс тока при начале сварки для прогрева металла. Выводится наружу в некоторых аппаратах либо как крутилка, либо как выключатор, также заявлен на дешевых сварочниках для повышения цены. Мешает жить при сварке в отрыв. --Ограничение напряжения холостого хода(VRD) - снижает напряжение до 9..12В во время простоя, чтобы не приморозило, случайно замкнув через себя держак с массой. В одних аппаратах регулируется, в других мешает работать.
MIG/MAG
--Скорость проволоки(Wire feed) - считается, что это "аналог" параметра Ток в ручнике. Увеличение диаметра проволоки и/или скорости уменьшает сопротивление и, как следствие, увеличивает ток, то есть сменив проволоку на более толстую, мы автоматически увеличиваем силу тока при той же скорости подачи. --Индуктивность - влияет на глубину проплавления. Также снижает брызги металла за счет более плавного нарастания тока КЗ. --Напряжение - основной параметр. Необходимо для ионизации дуги, определяет режим сварки(мелкокапельный, крупнокапельный, струйный). --Переключение полярности - для сварки флюсовой самозащитной проволокой. Реализуется либо как функция, либо перекидыванием концов. --Протяжка - отдельная кнопка/функция, позволяющая прогнать проволоку по шланг-пакету без подачи тока и газа. --Предгаз, постгаз - продувка места сварки в начале и в конце сварки без подачи тока, защита еще горячего шва. Либо предустановлен, либо можно изменять. --Отжиг проволоки - избавляет по окончании сварки кончик проволоки от шарика. Даже будучи заявлена и даже действительно имеющаяся в наличии, отрабатывает не всегда. Так что на кусачки/пассатижи-комби лучше потратиться. --Soft Start(Плавный/мягкий старт) - нарастание подачи проволоки в начале сварки. TIG/WIG --Ток(Current) - основная функция. В дешевых моделях показомеры выдают каждый свои попугаи, некоторые анимируют лицевую часть аппарата индикацией тока(или "тока") в режиме реального времени. --Предгаз, постгаз - продувка места сварки в начале и в конце сварки без подачи тока, защита еще горячего шва. --DC - сварка в аргоне на постоянке, самый простой режим. --DC Pulse - возможность изменения частоты и скважности тока постоянной полярности. --AC/DC - поддержка аппаратами TIG как отрицательных, так и переменного знака пульсаций сварочного тока. --Тип поджига - Поджиг дуги в режиме TIG производится одним из способов: Lift (кратковременным прикосновением к заготовке) и HF (высокочастотный разряд). В первом варианте можно поймать металла на электрод, во втором некоторые реализации гадят в питающую сеть ВЧ составляющей, от чего могут погибнуть любимые компьютеры, телевизоры и микроволновки. Сварочные маски-хамелеоны в аргоне. Если ручник с полуавтоматом весело освещают окрестности, то для _слежения_ за аргоновой сваркой требуется либо более качественный СИЗ, либо более дешевый, а именно обычное темное стекло С3 или С4. Общее по внутренностям инвертора. Есть одноплатные и многоплатные компоновки, все они имеют право на жизнь. Микропроцессорные технологии давно работают в сварочных инверторах и позволяют значительно снизить вес и размеры управляющей части, а также добавить сотни функционала в невзрачную коробку. Большие радиаторы - хорошо, маленькие радиаторы с большим вентилятором - источник постоянного шума и вероятность неслабо нагадить на внутрянку. Существует так называемая туннельная компоновка, когда радиаторы смотрят друг на друга, лучше съём тепла, меньше (металлической)пыли на платах. Транзисторы IGBT не лучше и не хуже MOSFET, главное - качественная реализация. Есть момент, когда при сравнении начинают считать выходные диоды, транзисторы силовухи и вес аппарата. IGBT транзисторов требуется меньше, да, но обвязка(рассыпуха) больше, а с повышением граничной частоты уменьшается емкость конденсаторов и вес индуктивностей навроде дросселей и трансов. Но до сих пор(2018) нормальный инвертор на 200А/100%ПВ не весит 5кг нетто. До сих пор экономия на радиаторах в угоду компактности, равно и уменьшение "пустого" пространства под кожухом негативно сказываются на продолжительности работы. Чем больше конденсаторов и чем больше их емкость на входе, тем стабильнее выходная характеристика и тем больше запас по мощности. Количество банок и их емкость соотносятся с максимальным значением тока. Шины к баойнетам(гнездам для держака и массы) медные, алюмяшка может поломаться, а в месте контакта с медью/бронзой(контактные площадки, байонеты) будет выделяться дополнительное тепло - отгорит. Существует несколько выходных схем: -Полумост. -"Косой" мост. -Полный мост. -резонансные вариации. Работоспособность зависит от реализации конкретным производителем(заводом). Авроровцы на своем канале выпустили годные видео, визуализирующие вольт-амперные характеристики сварочных инверторов:(3 части - youtube.com/watch?v=ddJPlBc9dmM ). Можно вспомнить зарядные устройства для телефонов, у которых 12..15В на холостом ходу к заявленным .65.. .8А постепенно превращаются в 6.3..5В, за что благодарим спецификацию USB. Наличие дисплея не является плюсом к выбору, зачастую в дешевых моделях он исполняет роль показомера. В некоторых моделях есть отверстия в дне для забора воздуха, их рекомендуют заклеить. В случае покупки комбинированного TIG-MMA(аргон-ручник), MIG/MAG/MMA(полуавтомат/ручник) инвертора надо следить за положением переключателя режима сварки, а не ругать производителя. Комбинированные источники питания есть 2-в-1(TIG/MMA, MIG-MAG/MMA) и 3-в-1. Зачастую подобные реализации не позволяют сваривать электродами с основным покрытием. Комплектация. Минимальная комплектация сварочного аппарата(инвертора) - собственно аппарат и инструкция. Все остальное есть маркетинговый ход и/или необходимость. Для сварочных кабелей, горелок, электрододержателей и вообще всей расходки, через которую проходит сварочный ток, применимы термины ПВ (продолжительность включения) и Допустимый длительный ток (ПУЭ7, п 1.3.10-1.3.11). Если ПВ был уже описан выше, то допустимый длительный ток зависит от сечения проводника, материала, оболочки и достаточно нелинеен, поэтому лучше пользоваться таблицами навроде http://www.topeng.ru...apter1.3_c.html и вникать в температурные коэффициенты: http://electrik.info...ok-kabelya.html Зачастую в описании комплектации указывается только длина и сечение сварочного кабеля, но не его материал. Омедненный алюминий 25мм2 при равных условиях гораздо быстрее придет в негодность, чем медь 16мм2. Некоторые аппараты используют фирменные комплектующие, обусловленные либо спецификой применения, либо желанием порабощения любителя яблочек доверчивого потребителя. Встроенная горелка удешевляет аппарат на цену евро-разъема, но увеличивает стоимость замены. Выбирая между 9-й и 18-й горелками, цепляя на 500А держак КГ-16, учитывайте область применения и стоимость комплектухи.