Интернет журнал о промышленности и технологиях


Как пользоваться сварочным инвертором: особенности
Опубликовано: 06.09.2018

Сварочными работами по металлу сегодня занимаются не только в цехах, но и в бытовых условиях. Но как пользоваться сварочным инвертором? До начала работы с любым аппаратом требуется тщательно изучить инструкцию и приобрести некоторые необходимые навыки.

Конструкция сварочного инвертора.
Это необходимо для того, чтобы выполнить сварочные работы надлежащего качества и чтобы соединения металлических предметов были надежными и долговечными.
Одними из популярных в сварочном деле являются сварочные инверторные аппараты. Они соединяют металлические листы под воздействием разряда электричества. В отличие от старых трансформаторов, инверторы относительно легки и доступны каждому. Достаточно понимать ряд принципов осуществления сварочного процесса с помощью этого аппарата.
Учимся варить. Как варить красивые швы начинающим сварщикам. Инвертор ресанта саи 220
Работа сварочного аппарата
Для тех, кто разбирается в физике, представим принцип работы сварочного инверторного аппарата, предназначенный для ручной дуговой сварки.

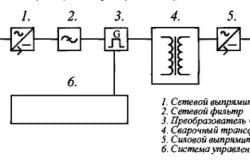
Схема инверторного сварочного аппарата.
Работа со сварочным инвертором // FORUMHOUSE
Сварочный аппарат работает от сети, на выпрямитель переменный ток должен идти с частотой 50 ГЦ. Его сглаживают с помощью особого фильтра.
После этого, благодаря инвертору, он становится переменным высоким током с частотой от 20 до 50 ГЦ. Происходит это благодаря транзисторам со значительной частотой коммутаций. Далее переменное напряжение высокой частоты понижается до 70-90 В. Следовательно, сила тока повышается до 100-200 А, что и требуется для всего сварочного процесса.
Преимущество такого инвертора заключается в высокой частоте, по сравнению с остальными сварочными приборами, использующими другие источники питания.
Сила тока в инверторе достигает требуемой величины способом преобразования высокочастотных токов. В трансформаторных приборах требуемая величина получается за счет преобразования ЭДС в катушке индукции.
Такой способ преобразования токов дает возможность использовать малогабаритный трансформатор.
Характеристики сварочного аппарата
Перед тем как начать пользоваться сварочным инвертором, следует разузнать, какая модель подойдет для конкретных целей, например, для домашних или дачных дел. Прежде всего следует определить, для какого металла требуется инструмент. Для этого нужно уточнить такие характеристики металла, как толщина листа, стенки трубы, диаметр арматуры.
Принцип работы инвертора.
В зависимости от этих параметров подбираются электроды с необходимым диаметром. При этом следует узнать, подходят ли для таких дел электроды производителя, поскольку одинаковые диаметры электродов разных производителей могут подходить для различных толщин.
Далее приблизительно определяем требуемый рабочий ток сварки, используя для оценки диаметр электрода. Очень приблизительно 1 мм дает 30-40 А тока.
Перед работой следует уточнить характеристики таких показателей, как продолжительность включения (ПВ) и максимальный ток. Если ПВ=70%, а lmax=170А, значит, с такой силой тока аппарат выдерживает 7 минут из 10.
Для работ потребуется инвертор, максимальный ток которого должен превышать требуемую величину. Это необходимо для того, чтобы:
избегать перегрева прибора при максимальном значении тока; предупреждать возможное лукавство производителей, которые завышают показатели; иметь некоторую страховку от скачков тока в сети.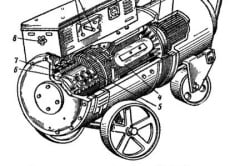
Схема сварочного преобразователя ПСО500.
Существует важный факт: сварочный инвертор потребляет энергию в зависимости от диаметра электродов. Чем он больше, тем больше энергии уходит на его работу.
Инвертор — это электронный сварочный аппарат, следовательно, основная нагрузка при его работе ложится на электрическую сеть.
Сварочный инвертор, в отличие от старых аппаратов, имеет накопительные конденсаторы. Они «собирают» электроэнергию и обеспечивают не только его бесперебойную работу, но и разжигают мягкую электродугу.
Техника безопасности при сварочных работах
Без возражений следует соблюдать технику безопасности. Правила очень просты:
понять для себя все, что изложено в руководстве о том, как пользоваться инверторным сварочным аппаратом; до начала работ отчистить помещение от всех легковоспламеняющихся веществ; убедиться, что рабочее место доступно для проветривания, особенно с задней и передней стороны прибора.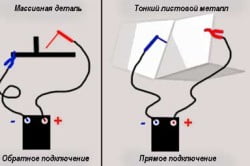
Способы подключения сварочного инвертора.
Для работы нужно подобрать особую одежду и защитные приспособления, такие как сварочный щиток или маска. Их основное назначение — защитить сетчатку глаз от излучения электрической дуги. Из одежды следует остановиться на брюках с курткой, которые точно не будет жалко, когда на них попадут искры, образующиеся от сварочных работ. Конечно, не следует забывать о перчатках.
При этом учитывайте, что приборы пожаротушения находятся неподалеку.
Алгоритм работы и его особенности
Прежде всего устанавливается зажим заземления на подготовленной к сварке детали. Далее выбирается требуемый режим электротока, зависящий от диаметра электрода и его типа. Сварочный ток на приборе выставляют, смотря на толщину металла и свариваемых деталей. На аппарате, как правило, указывают допустимую для него силу тока.
Проводите электродом по заготовке металла. Касание обязательно должно быть кратковременным. Также не следует подносить электрод к поверхности быстрыми темпами. В противном случае получится залипание. Далее подключают клемму массы к металлической поверхности в месте сварки.
Поджог дуги ознаменует начало процесса сварки.
При нормальной работе с работающей электрической цепью в результате получается вспышка искр.

Виды сварных соединений.
Следующим этапом электрод подносят к детали. Обязательно следует подносить его под небольшим углом. После этого им несколько раз дотрагиваются до поверхности. Это требуется, чтобы сварочный электрод активировался. В этом случае электрическая дуга будет продолжать существовать между электродом и обрабатываемой деталью. Очень важно удерживать электрод на расстояние в 2-5 мм.
Дуга не должна гаснуть. Это может произойти, если допустить слишком маленький или, наоборот, значительный зазор между электродом и привариваемой поверхностью.
В результате воздействия свариваемого металла и электрода должен на выходе получиться сварной шов. Образующуюся при этом накипь металла или всем известную окалину убирают особым молоточком либо аналогичным предметом. При этом необходимо, чтобы он был твердым и тяжелым.
Лучше всего предварительно набить руку на ненужных предметах из металла. Когда навык отработается, тогда следует переходить к сварке деталей.
Алгоритм работы полуавтомата
Несколько иной алгоритм работы у инверторного сварочного полуавтомата. Прежде всего, заземленная клемма подсоединяется к свариваемому изделию из металла. Далее устанавливается мощность аппарата и скорость подачи самой проволоки. Для этого применяются специальные регуляторы режимов. Они должны соответствовать типу и толщину самой проволоки и металла. Затем:
подключают аппарат и включают его в сеть; лишняя проволока отрезается, от самого держака должно остаться 3 мм; от техники безопасности никого не освобождали, поэтому защитная маска должна беречь глаза; на аппарате нажимается триггер, после появления дуги требуется передвигать держак по заданному направлению.При появлении шумовых эффектов и если конец проволоки держака в сгустках, следует увеличить явно недостаточную для аппарата скорость. Шум во время появления дуги, явно прерывающийся ее характер, при этом разбрызгиваются капли металла и кажется, что проволока начинает опережать скорость сварки — все это признаки чересчур большой скорости подачи в аппарат самой проволоки. Правильный и корректно установленный звук в работающем приборе — это ровный постоянный гул прибора с потрескиваниями.
Если во время сварки получается пористое место, то требуется увеличить поток газа.
На приборе всегда расположена таблица установленных мощностей. По ней и следует проверять эту характеристику.
Прибор можно настроить на различный по мощности выходной ток. Все расчеты идут в процентных выражениях, а оно представляет 10-минутный цикл сварки. Если имеется параметр 70%, то, следовательно, время процесса сварки занимает 7 минут и 4 минуты покоя.
В случае если оборудование эксплуатируется с превышением цикла, получается повышение температуры частей аппарата. Происходит их перегрев. У сварочного прибора существует встроенная термозащита, которая в этой ситуации выключает прибор. Аппарату требуется время для остывания. Термозащита сама отключается автоматически. Когда прибор остынет, можно снова им работать.